| Production Output | Range from 0.1 to 5 t/h |
| Power Type | Electric motor or diesel engine |
| Raw Materials | Cereal, corn, wheat, barley, soybean, Mustard Cake (30-32% protein), Cotton Seeds (40%-45% protein), fish meal, Bone Powder (Ca:P ratio 2:1), meat meal, etc. |
| Type | dry type floating fish feed pelletizer |
| Final pellet size | 0.9mm, 1mm, 2mm, 3mm, 4mm, 5mm, 6mm, 8mm, etc. |
| Used For | Floating pellets for catfish, tilapia, carp, trout, and pets |
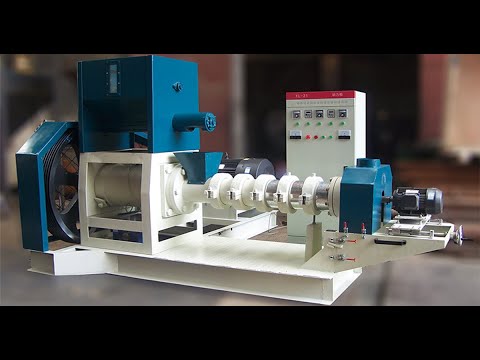
We have two types of floating fish feed pellet mill machine for making fish feed pellets for kinds of fishes, one is the dry type, another is the wet type fish feed extruder machine which need to be used with the steam boiler to inject the steam when pelletizing. Dry type fish feed machine is cost-effective, no boiler, easy operation.
Note:this aqua fish feed making machine can make fish feed, shrimp feed, catfish feed, goldfish feed etc kinds of fishes and also pet foods
We, as a floating fish feed machine manufacturer, exported our floating fish feed mill to South Africa, Philippines, India, Malaysia, Pakistan, Turkey, Thailand etc almost all over the world.
This fish feed machine also called fish feed pellet mill, is widely used for producing variety materials into high-grade aquatic feed pellets. This fish feed pellet mill set up a fish feed plant with feed crusher and other machines. The final feed pellets have unique shape and good taste, high nutrition and smooth textures. The floating time on water surface can be adjusted by the extrusion degree adjustment when extruding the pellets, it is an ideal for small and medium fish farm.
The pellet produced by this floating fish feed pellet mill can floats on the water at least about 12-24 hours. The fish feed pellet mill is applied to the pretreatment of the many kinds of fishes feed, so as to reduce loss of nutrition, advance the protein ratio, but if you want sinking pellets, we have another type of fish feed machine for making sinking fish feed pellets.

how does the floating fish feed pellet machine work
Preparation Raw Materials:
When you prepare raw materials based on the formulation, you need to crush them and mix them at first. (Factory Technical Tip: For optimal extrusion, raw materials must be ground to 60-80 mesh, and the moisture content should be strictly controlled between 13-18% before entering the machine).
Feeding Raw Materials:
You can feed the final mixture materials into the extrusion chamber of the floating fish feed pellet mill through the feeder.
Extrusion Pellets:
A screw will squeeze the material at high speed, subjecting it to intense shear and frictional heating. The maturity level reaches 85%-95%.
High temperature and high pressure treatment:
The extrusion chamber temperature is usually over 100°C, which promotes complete gelatinization of starch, denaturation of proteins, and effectively inactivates pathogenic bacteria such as Salmonella.
Expansion and forming:
The material undergoes instantaneous decompression within the mold cavity, causing its internal moisture to evaporate and expand, forming a sponge-like structure.
Pellets Cutting:
The continuously extruded material is cut to a set length using a cutter to make the floating fish feed pellet size uniform.
Materials for Floating Fish Feed Pellet Mill
- Before making floating fish feed,you need crush raw materials into powder with fish feed crusher
- Raw materials can be: corn,wheat,soybean,grain, bone powder etc
- Raw materials need grind into 60-80mesh raw materials moisture content : 13-18%
- Rice Dust: contain about 10-14% of protein and also contain vitamin B1, B2, B6 and small quantity of enzyme.
- Mustard Cake: Mix maximum 40% of cake in the fish feed. But don’t use dry cake more than 20%. Mustard cake also contains a high rate of fat about 30-32% protein.
- Wheat Chaff: contain fiber, control many types of fish diseases.
- Maize: contain protein, carbohydrate, fat, vitamin A and E.
- Cotton Seeds: contain about 54% protein. It is a better ingredients for supplementary fish feed.
- Fish Powder: easily digestible to fish. Fishmeal contain about 55-60% protein.
- Bone Powder: very necessary for building fish-bone. The ratio of calcium and magnesium in the bone dust is 2 : 1.
- Innards: very suitable and ideal feed for catfish. It contain 52% protein.
- Our floating fish feed machine is of single screw design.
- We provide technical formula for making floating fish feed pellets after placing order.
Benefits of Floating Fish Feed Pellet
1.Floating fish feed can float on water for about 12-24 hours
Floating fish feed manufactured by this fish feed pellet making machine can float on water for about 12-24 hours, which is convenient for feeding, and also save labor. due to the puffed floating fish feed can float on water, it can observe the feeding condition of the fish well after feeding, and it is convenient to adjust the feeding amount according to the feeding condition; at the same time, people can accurately know the growth and health of fish by feeding amount and the condition of fish feeding, The fish farmer can calculate the amount of feed that can be fed according to the variety, specification, quantity, water temperature and feed rate of the fish
2.Puffed Floating Fish Feed Can Improve Feed Utilization
Due to the high-temperature and high-pressure processing conditions of floating fish feed pellet mill, the starch in the feed is matured, and the fat is more conducive to digestion and absorption, thereby improving the palatability and digestion absorption of the feed. In addition, due to the physical and chemical changes in the puffing process, the powder ratio of puffed feed is generally within 1%.
3.Puffed Floating Fish Feed Can Protect Water Environment
Puffed floating fish feed can reduce the pollution of water quality. The floating fish feed manufactured by this fish pellet making machine will not dissolve in the water for a long time, and it is easy to observe and control the feeding, etc. It is extremely beneficial to environmental protection and to the growth of fish.
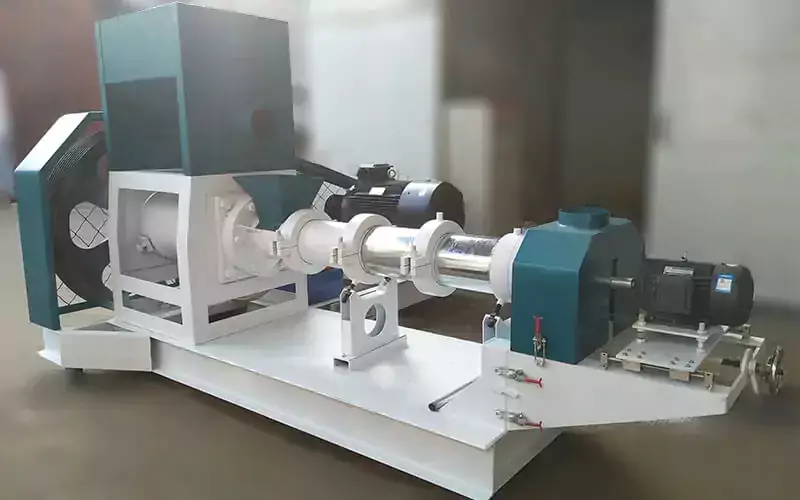
electric fish feed pellet mill

diesel fish feed pellet mill
The Advantages of Floating Fish Feed Pellet Mill
1) With different moulds, the floating fish feed pellet mill for sale can produce different diameter food, from 0.9mm to 15 mm. The food can meet different stage fish.
2) The floating fish feed pellet mill for sale can produce different shapes feed for fish, dog, cat etc.Through the pretreatment of the feed, it can reduce loss of nutrition and advance the protein ratio. So the feed will be digested easily by fishes
3) The floating fish feed making machine has high efficiency, low power consumption
4) Screw sleeve of this small fish feed making machine adopts enchase alloy steel strip structure, which guarantees long service life.
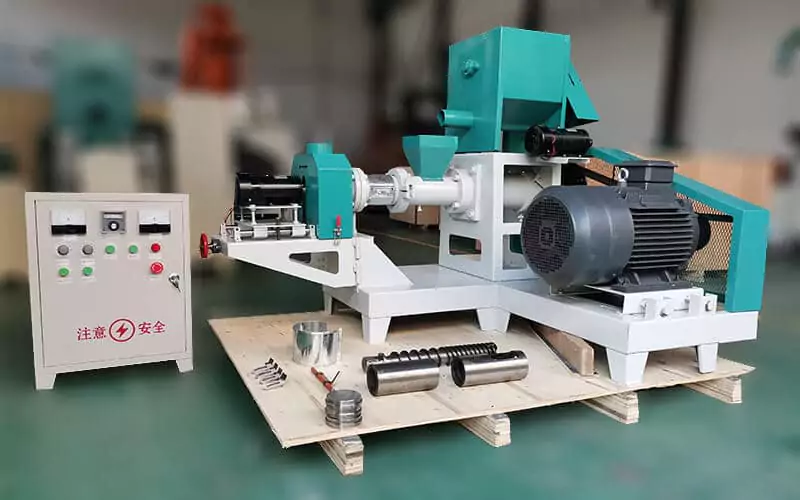
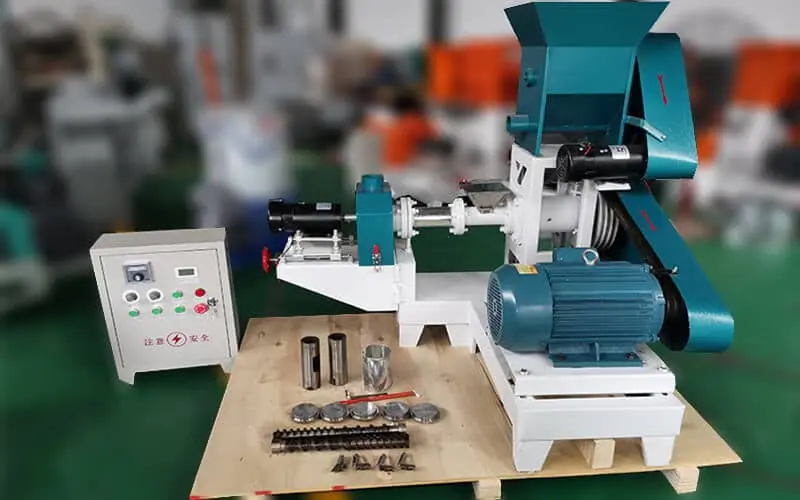
Spare Parts & Factory Bonus (Direct from Manufacturer)
As a direct manufacturer of floating fish feed pellet mill, when you place an order for our DGP series machine, we provide extra easy wear parts for free, including 2 sleeves, 1 screw, 1 cutting knife, and 3 die moulds. This ensures you have zero downtime during your first year of production!




floating fish feed pellet mill specifications
Electric Fish Feed Machine (DGP Series)
| Model | Capacity(kg) | Main Power(kw) | Feeding Power(kw) | Cutting Power(kw) | Screw Diameter(mm) |
| DGP-40 | 30-50 | 4 | 0.4 | 0.4 | 40 |
| DGP-50 | 60-80 | 11 | 0.4 | 0.4 | 50 |
| DGP-60 | 100-150 | 15 | 0.4 | 0.4 | 60 |
| DGP-70 | 180-250 | 18.5 | 0.4 | 0.4 | 70 |
| DGP-80 | 300-400 | 22 | 0.4 | 0.6 | 80 |
| DGP-90 | 400-500 | 37 | 0.4 | 1.5 | 90 |
| DGP-120 | 500-700 | 55 | 0.4 | 2.2 | 120 |
| DGP-135 | 800-1000 | 75 | 0.4 | 2.2 | 135 |
| DGP-160 | 1000-2000 | 90 | 1.5 | 2.2 | 160 |
| DGP-200 | 2000-3000 | 132 | 1.5 | 3 | 200 |
Diesel Engine Fish Feed Machine (DGP Series)
| Model | Capacity(kg) | Main Power(HP) | Feeding Power(kw) | Cutting Power(kw) | Screw Diameter(mm) |
| DGP-40 | 30-50 | 12 | 0.4 | 0.4 | 40 |
| DGP-50 | 60-80 | 17 | 0.4 | 0.4 | 50 |
| DGP-60 | 100-150 | 22 | 0.4 | 0.4 | 60 |
| DGP-70 | 180-250 | 28 | 0.4 | 0.4 | 70 |
| DGP-80 | 300-400 | 32-35 | 0.4 | 0.4 | 80 |
| DGP-90 | 400-500 | 50 | 0.4 | 1.5 | 90 |
| DGP-120 | 500-700 | 75 | 0.4 | 2.2 | 120 |
Video of Fish Feed Making Machine
See how our floating fish feed pellet mill machine has been performing reliably for our global clients since 2014.